長期以來,電機修理人員只注重電氣部分(主要是繞組)的工藝,忽略機械部分(主要是滾動軸承)的安裝工藝。
這幾年,市場上的劣質(zhì)滾動軸承不斷增多,導(dǎo)致機械部分故障明顯偏多。機械部分的故障修理主要是更換安裝滾動軸承。傳統(tǒng)的電機教科書上,介紹用鐵錘擊打鐵棒沖擊滾動軸承內(nèi)套來安裝,在實際的操作中,這種工藝費工、費力,很容易傷到修理人員,常將滾動軸承損壞、損傷。由于軸承內(nèi)套受到的沖擊力是不均勻的,常將內(nèi)套沖碎或變形,使內(nèi)、外套之間的滾珠、滾柱加快磨損,軸承會過早損壞,造成電機掃膛,也常將全密封、半密封的潤滑脂擋圈沖掉或變形(目前電機以安裝使用全密封滾動軸承為主)。軸承在工作時,潤滑脂受到壓力、溫度的作用,會外溢到繞組上,尤其在高速、重載,高溫等條件下最為明顯,這些隱患,最終因掃膛或繞組過臟而燒毀電機,既影響生產(chǎn)生活,又會造成經(jīng)濟損失。所以滾動軸承的安裝不容忽視,必須提高滾動軸承的安裝工藝。
電機所用的滾動軸承分全密封型、半密封型和非密封型,以使用全密封軸承為主。在電動工具電機上,常用:608、629、200、201、202、203等型號;在家用微電機上,常用:608、629、200、201、202、203、204、205等型號;在汽車電機上,常用:201、202、203、204、303、304等型號;在單、三相中小型電機上,常用:203、204、205、208、303、304、305、306、308、309等型號。筆者車制加工的“軸承沖筒”(專用工具)外形見圖1所示。加工尺寸見表1所示。在安裝軸承時,可在內(nèi)套上涂上一層薄薄的潤滑脂,用鐵錘擊打軸承沖筒的非開口端,軸承沖筒的端面與軸承內(nèi)套的端面接觸面積大,受力均勻,這樣安裝省工省力,對操作者又安全,更不會損壞、損傷軸承。經(jīng)幾年的實際使用,可提高工效數(shù)倍,保證了軸承、電機的使用壽命。
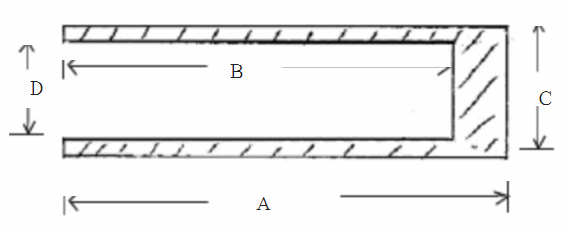
(圖1)軸承沖筒(專用工具)外形圖
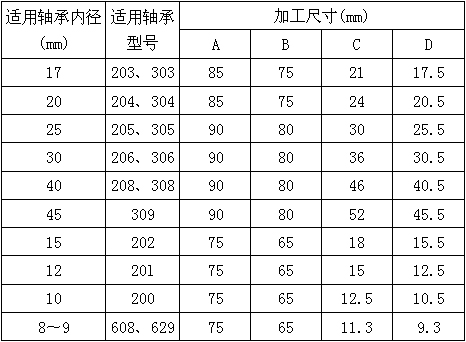
(表1)軸承沖筒加工尺寸表
小結(jié):滾動軸承是比較精密的部件,只有正確安裝,才能保證使用壽命。本文介紹的軸承沖筒加工簡單、使用方便,可提高工作效率數(shù)倍,不僅適合電動機用滾動軸承的安裝,也適合其他設(shè)備用滾動軸承的安裝。望同行朋友試用,并提出寶貴的意見。